

Gli accoppiamenti filettati sono utilizzati per tenere uniti macchinari di piccole e grandi dimensioni. Il loro allentamento è una delle principali cause di malfunzionamento che potenzialmente possono portare anche a cedimenti costosi e comunque hanno costi enormi in termini di fermi macchina e ritardi di produzione. Le principali cause dell’allentamento vanno cercate nelle vibrazioni, negli urti e nelle dilatazioni termiche. La conseguenza finale è la perdita di forza di serraggio.
I metodi per impedire l’allentamento si dividono in due categorie: meccanici e chimici. I bloccaggi meccanici come rondelle a tazza, dadi con inserti e coppiglie sono costosi e non sono efficaci nel prevenire l’allentamento dovuto a micromovimenti. Inoltre, non sigillano la filettatura proteggendola dalla corrosione e, dovendo essere della stessa dimensione della vite, richiedono che tutte le misure siano a magazzino.
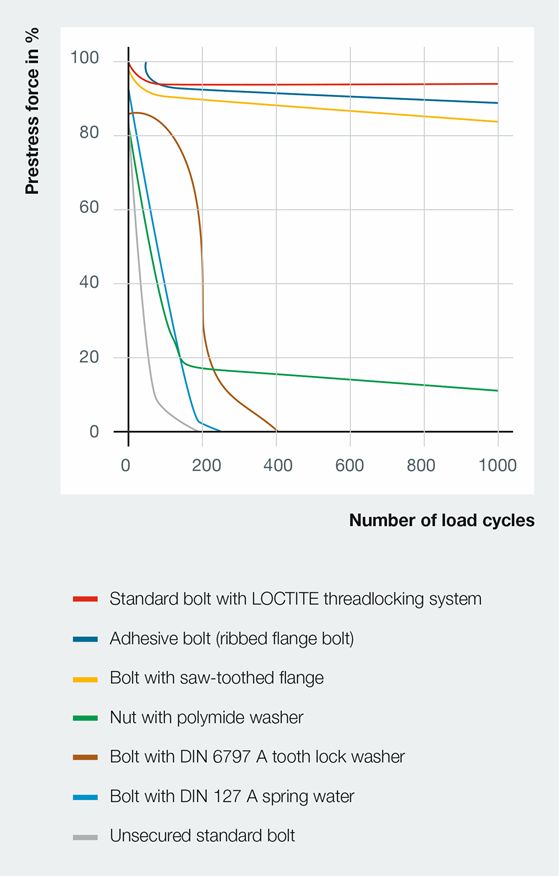
La figura 1 mostra come i più tradizionali metodi di fissaggio meccanici perdano la loro affidabilità se sottoposti a cicli ripetuti di vibrazioni. Si nota chiaramente come alcuni sistemi cedono anche dopo pochi cicli e che i frenafiletti sono gli unici a garantire il mantenimento della forza di serraggio nel tempo.
I frenafiletti sono diventati uno dei metodi più affidabili ed economici per assicurarsi che un accoppiamento filettato rimanga serrato e sigillato per tutta la sua vita. Il frenafiletti va applicato in gocce sulle viti. Avvitandole, il prodotto riempie i vuoti e polimerizza in assenza di aria ed a contatto con il metallo formando un film termoplastico. Le parti sono quindi incollate insieme e garantiscono la massima affidabilità.
Molti macchinari assemblati con accoppiamenti filettati devono essere smontati per manutenzione, riparazione o regolazione. Per questo motivo i frenafiletti sono disponibili con diversi gradi di resistenza meccanica. Quelli a bassa resistenza possono essere smontati facilmente, quelli a media resistenza possono essere smontati con normali utensili manuali e quelli ad alta resistenza o “permanenti” sono indicati per assemblaggi che richiedono resistenze molto elevate e non prevedono frequenti smontaggi. E’ bene sapere che anche i frenafiletti più forti possono essere smontati con utensili manuali se si riscaldano le parti a 230-260 °C per 5 minuti e si smontano a caldo.
La viscosità del frenafiletti è direttamente collegata al diametro della vite:
Fino a M12: prodotti con viscosità minima di 125mPa*s.
Fino a M20: prodotti con viscosità minima di 500mPa*s.
Fino a M36: prodotti con viscosità minima di 1.000mPa*s.
Fino a M80: prodotti con viscosità minima di 6.000mPa*s.
E’ possibile anche frenare viti già serrate utilizzando un frenafiletti a bassissima viscosità che penetra per capillarità nei filetti di viti fino a 6mm di diametro. Per viti più grandi è possibile usare anche un prodotto a media viscosità.
La classe di resistenza di un frenafiletti deve essere scelta considerando la resistenza allo smontaggio desiderata, la lunghezza del filetto trattato, il diametro e la classe di resistenza della vite. Un frenafiletti a bassa resistenza ha una coppia di smontaggio inferiore a quella di serraggio. Un frenafiletti a media resistenza ha una coppia di smontaggio simile a quella di serraggio o leggermente superiore. Un frenafiletti ad alta resistenza ha una coppia di smontaggio molto più alta di quella di serraggio (test su bulloni M10x35mm, classe di resistenza 8,8, coppia di serraggio 49Nm).
Il frenafiletti dovrebbe essere applicato solo nell’area dove vite e dado entrano in contatto quando il bullone è correttamente serrato in quanto, solo il prodotto racchiuso tra vite e dado polimerizzerà. Un suggerimento generale è quello di applicare il prodotto sul bullone a una distanza dal primo filetto pari all’altezza del dado. Nel caso di fori ciechi il prodotto dovrebbe essere applicato sulla vite e nella filettatura all’interno del foro. Se l’adesivo fosse applicato solo sulla vite potrebbe essere espulso dall’aria compressa nel foro e l’assemblaggio potrebbe cedere.
Le condizioni operative del macchinario finale impongono la scelta del frenafiletti. Le ultime formulazioni offrono nuove caratteristiche precedentemente non disponibili quali la polimerizzazione su metalli inattivi, la resistenza ad alte temperature e la tolleranza alla contaminazione superficiale da oli.
Nel caso in cui l’applicazione debba essere fatta in verticale o l’eventuale migrazione del prodotto potrebbe generare problemi, il prodotto liquido potrebbe essere sconsigliato. In questi casi è possibile utilizzare dei frenafiletti semi-solidi in stick che hanno l’ulteriore vantaggio di poter pre-trattare un grande numero di viti contemporaneamente per un utilizzo successivo.
Per maggiori informazioni visita il sito www.loctite-successogarantito.it



